")


Jeg var veldig imponert over Sissels Lean Six Sigma kunnskap. Hun gjør det enkelt å identifisere forbedringer og skape resultater.

Daryl Powell
Research Manager, Sintef Manufacturing
En produksjonsleder kontaktet meg. Kvalitetskostnadene var høye. En kunde med strenge krav var svært misfornøyd. «Vi har prøvd ALT» sa han.
Økt bemanning. Strengere kontroller. Ekstra opplæring.
De hadde prøvd alt.
Men kvalitetsproblemet fortsatte.
Da vi kartla prosessen oppdaget vi noe interessant:
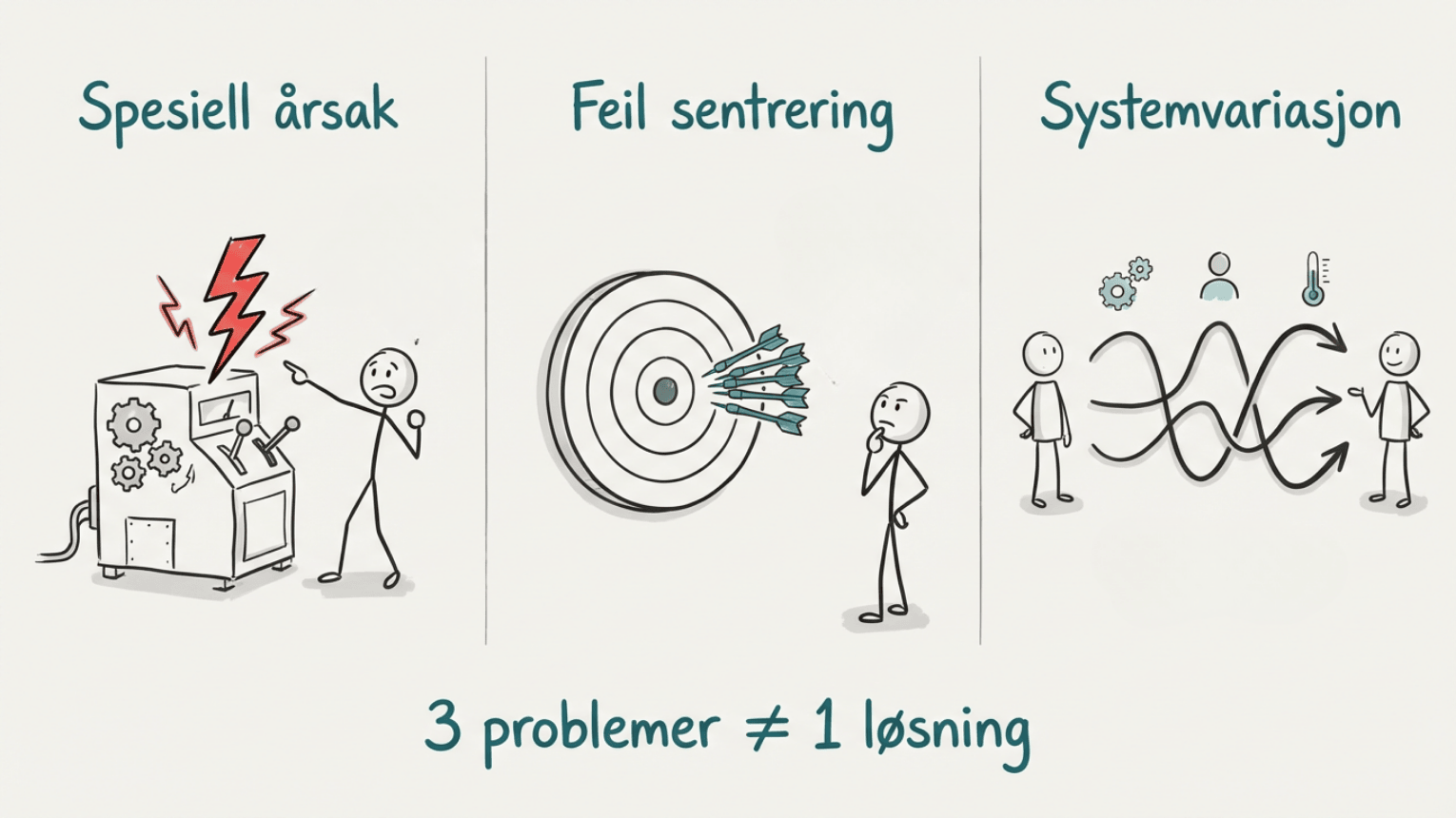
De hadde ikke ÉTT problem. De hadde TRE.
Problem 1: Plutselige avvik som aldri hadde skjedd før. (Spesielle årsaker)
Problem 2: Usymmetriske toleranser på tegninger. (Feil sentrering – de siktet på feil tall)
Problem 3: Gjentagende feil selv om nye tiltak stadig ble iverksatt. (Systemvariasjon)
De reagerte som om alt var samme type problem.
Lette etter en årsak. Gjorde ett tiltak. Håpet på det beste.
Og brukte samme «løsning» på alt.
Det var som å behandle både brukket ben, forkjølelse og hodepine med bare paracet.
Situasjon: Produksjonsleder hadde prøvd alt, men kvalitetsproblemene fortsatte.
Problem: Tre ulike problemtyper ble behandlet på samme måte.
Årsak: Manglende evne til å skille spesiell variasjon, feil sentrering og systemvariasjon.
Konsekvens: Kastet bort ressurser på feil tiltak som ikke fungerte.
Når du ikke forstår problemet, kaster du bort ressurser på feil tiltak.
I verste fall gjør du problemet verre.
Jeg ser dette gang på gang:
Resultatet? Masse aktivitet. Lite forbedring.
1. Er det en enkelthendelse som vi må reagere på NÅ? (spesiell årsak)
Plutselige avvik som aldri har skjedd før krever umiddelbar handling. Finn og fjern den spesifikke årsaken som forstyrret prosessen.
2. Er problemet at vi sikter feil? (feil sentrering)
Eksempel: Tegningen sa 1420 mm (+0/-10 mm). Operatøren stilte inn maskinen til 1420 mm. Men maskinen varierer ±5 mm. Resultatet? Halvparten var avvik. Løsningen? Sikte på 1415 mm i stedet.
3. Eller kan prosessen rett og slett ikke levere det vi trenger? (systemvariasjon)
Gjentagende feil selv om nye tiltak stadig iverksettes betyr at problemet ligger i systemet. Du må forbedre prosessens robusthet – ikke bare justere maskiner tilfeldig.
Når en maskin produserer vrak, er det fristende å justere.
Men her er problemet:
Justering løser bare ÉTT problem. Og hvis du har et annet problem, gjør justering det verre.
Problem 1: Feil sentrering (unøyaktig)
Maskinen treffer systematisk feil. Gjennomsnittet er ikke der det skal være.
Eksempel: Alle skudd treffer 5 cm til venstre for målet.
Løsning: Justering hjelper. Endre setpunkt slik at gjennomsnittet treffer riktig.
Problem 2: For mye normal variasjon (dårlig presisjon)
Maskinen treffer riktig i snitt, men spredningen er for stor. Halvparten av produktene havner utenfor toleranse.
Eksempel: Skuddene spriker over et stort område, selv om gjennomsnittet treffer midt i målet.
Løsning: Justering hjelper IKKE. Du må redusere variasjon:
Hva skjer når du forveksler dem?
En maskin produserer vrak. Operatøren justerer og justerer. Men problemet blir bare verre.
Hvorfor?
Fordi problemet var for mye normal variasjon (dårlig presisjon).
Men operatøren behandlet det som feil sentrering (unøyaktig).
Resultatet av feil tiltak:
Justering endrer hvor maskinen sikter (gjennomsnittet).
Men påvirker ikke hvor mye maskinen spriker (variasjonen).
Så nå treffer maskinen feil sted MED samme variasjon.
Før justering: Halvparten av produktene var vrak.
Etter justering: Enda flere produkter er vrak.
Når du justerer en maskin med for stor variasjon, gjør du det verre.
Det er nettopp det SPC lærer deg:
Når du vet forskjellen, velger du riktig tiltak. Første gang.
Det er et tredje type problem:
Spesiell variasjon: Plutselige avvik forårsaket av en spesifikk hendelse (maskinstopp, feil råvare, operatørfeil).
Løsning: Identifiser og fjern den spesifikke årsaken som forstyrret prosessen.
Det er viktig å forstå at feil sentrering, spesiell og normal variasjon må behandles som 3 ulike problem for effektiv problemløsning.

Bestemme robusthet (kapabilitet): Hva er normal variasjon for prosessen, og hvor god margin har vi til kundekravene?
Prediktivt vedlikehold: Slitasje kan oppdages i et kontrolldiagram som spesiell variasjon, for eksempel ved økt variasjon eller trender.
Effektmåling av forbedringer: Spesiell variasjon kan være et tidlig signal om at tiltakene du har implementert fungerer!
Tidlig varsling: Arbeid forebyggende ved å oppdage tendenser til avvik tidlig, og iverksett tiltak før kvalitetsavvik oppstår.
Sikre stabile prosesser: En prosess med kun normal variasjon er forutsigbar. Hvis den samtidig oppfyller kundekravene, har du en robust og stabil prosess.
Når du behandler alle problemer likt, velger du feil tiltak. Og kaster bort ressurser på løsninger som ikke fungerer.
Steg 1: Still spørsmålet
Neste gang dere har et kvalitetsproblem, spør: «Hvor ofte skjer dette?» Sjeldent (enkelthendelse)? Ofte (systemvariasjon)? Eller sikter vi på feil tall?
Steg 2: Velg riktig tilnærming
Enkelthendelse (spesiell variasjon): Finn og fjern den spesifikke årsaken. Bruk 5xHvorfor, eller se etter spesiell variasjon i prosessvariabler.
Feil sentrering: Juster setpunkt basert på faktisk gjennomsnitt i prosessen.
Systemvariasjon: Kartlegg prosessen, forstå hva som påvirker variasjonen, og reduser variasjon i det som er viktigst.
Steg 3: Bruk kontrolldiagram
Kontrolldiagram skiller normal fra spesiell variasjon. Når du vet hvilken type problem du har, vet du også hvilken løsning du trenger.
Hva er forskjellen på spesiell og normal variasjon?
Spesiell variasjon er uvanlige hendelser forårsaket av en spesifikk årsak (f.eks. maskinstopp, feil råvare). Normal variasjon er summen av alle små, tilfeldige faktorer som alltid påvirker prosessen.
Hvordan vet jeg om problemet er feil sentrering eller for stor variasjon?
Bruk kontrolldiagram. Hvis gjennomsnittet (sentrering) er feil, men spredningen er innenfor toleransene, er problemet sentrering. Hvis gjennomsnittet er riktig, men spredningen er for stor, er problemet variasjon.
Hva er en robust prosess?
En robust prosess leverer ønsket resultat hver gang, selv om det er variasjoner i råvarer, maskiner, operatører eller miljø. Robusthet måles ved kapabilitet – forholdet mellom spesifikasjonsgrenser og kontrollgrenser.
Hvordan kan SPC hjelpe meg med å bygge robuste prosesser?
SPC viser deg hvor mye variasjon prosessen har (kontrollgrenser) og om den kan møte kundekrav (spesifikasjonsgrenser). Når du forstår dette, kan du prioritere hvilke variabler som må forbedres for å øke robustheten.
Må jeg være statistiker for å bruke SPC?
Nei. SPC handler om å forstå variasjon visuelt gjennom kontrolldiagram. Du trenger ikke avansert statistikk – bare evnen til å stille riktige spørsmål og tolke grafer.
If du vil lære å velge riktig tilnærming basert på type problem, sjekk ut vårt nettkurs i Statistisk Prosesskontroll.
Du lærer:
Hvis du vil lære mer om temaene i dette innlegget:
Jeg var veldig imponert over Sissels Lean Six Sigma kunnskap. Hun gjør det enkelt å identifisere forbedringer og skape resultater.

Meget hyggelig og profesjonell tjeneste. Levert godt håndverk innen tidsfrister.


Sissels engasjement og kompetanse er imponerende. Hennes bidrag til vårt måleprogram har vært presis og målrettet, samt meget lærerikt.


Er meget fornøyd med jobben som er utført; med din bakgrunn og kompetanse ble utfallet hva vi var ute etter.


Sissel er en dyktig og engasjert medarbeider. Hun har vært en viktig bidragsyter i å sikre fremdrift. Samtidig er hun nøyaktig og har god kvalitet på arbeidet.

Lean Tech utarbeidet måleprogram for utslipp til luft. Oppdraget ble levert med riktig innhold til riktig tid. Kan anbefales.


Meget engasjert og hadde fokus hele veien. Holdt seg til agenda. Blid og hyggelig.

Veldig god til å skape en god atmosfære og til å drive frem deltagelse fra alle deltagerne.
Supply Chain & Automation Manager

"Du er inspirerende, positiv og veldig dyktig i faget." "Utgjorde en forskjell, engasjert og dyktig"

"Inspirerende, motiverende og tålmodig. Klarte å ta fagstoff til vårt nivå."
"Veldig kunnskapsrik. Gode svar på alle innspill."
"Glimrende! Veldig flink og engasjerende"

"Knall bra og gøy med Lego konkurranse."
"Veldig bra! Mye kunnskap og god på formidling"
"Bra blanding av teori og praksis. Gøy å prøve ut det man har lært."
Veldig nyttig med praktisk gjennomføring, praktisk tilnærming, og at vi kunne relatere / overføre til egen arbeidsplass.

Inspirerende, faglig dyktig, folkeliggjør et teoretisk fagområde.
Tydelig og bra presentert. God til å kontrollspørre og lytte (sjekke forståelse).
Faglig meget dyktig og klar fremføring. Morsom og skaper tillit.
Lean Tech AS | Kristoffer Robins vei 13
0047 481 23 070
Oslo, Norway
L - Løsningsorientert
E - Engasjert
A - Analytisk
N - Nysgjerrig