")

Deteksjon er ikke forebygging og FMEA vet ikke forskjellen
Produksjonen økte. Vrakkostnadene steg. Måned etter måned. Den viktige RPN-beregningen i FMEA var den samme.
En legemiddelprodusent hadde investert i avanserte kamerakontroller for å sikre at ingen feil forlot produksjonen. Systemet fungerte. 70 kontroller gjorde jobben sin. De oppdaget feilene.
Men det vraka også produkter som var OK.
Kamerakontrollen var ikke alltid stabil – den varierte i seg selv. Kravene var også satt strengt. For å være «på den sikre siden». Arbeidet med å sette riktige toleranser forble ugjort. Årsakene til feil forble uløste.
Teamet hadde fulgt boken. FMEA-analysen (Failure Mode and Effects Analysis) var grundig. Deteksjonsscoren var god. RPN (Risk Priority Number) var lav.
Og det var akkurat der problemet lå.
Hva er FMEA?
FMEA, Failure Mode and Effects Analysis, er et verktøy for risikoanalyse. Metoden brukes for å identifisere potensielle feil i en prosess eller et design, vurdere konsekvensene og prioritere tiltak for å redusere risiko. FMEA brukes i industrier der feil kan ha alvorlige konsekvenser: legemiddel, næringsmiddel, forsvar og bilindustri, for å nevne noen.
Tradisjonell FMEA bruker RPN, Risk Priority Number, beregnet som alvorlighetsgrad × frekvens × deteksjon. Høy deteksjon (dvs. gode systemer for å oppdage feilen) gir lavere RPN og dermed lavere prioritet.
Det høres logisk ut. Men det kan lede fokuset feil.
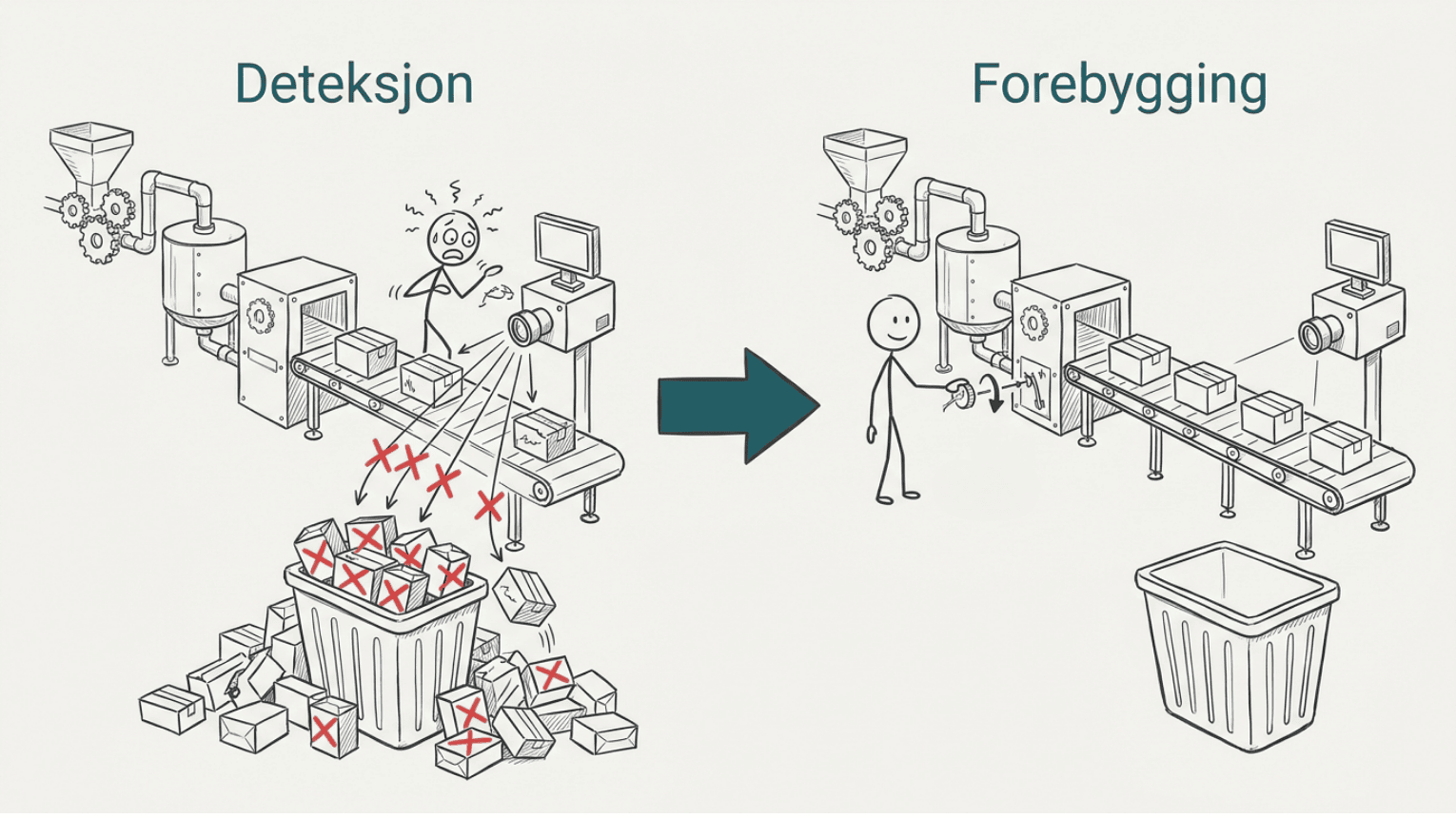
Når deteksjon erstatter forebygging
Tilbake til legemiddelprodusenten. Kamerakontrollen detekterte feil. Men feilen oppsto fordi det var noe galt tidligere i prosessen.
Årsaken ble aldri eliminert. Den ble bare oppdaget.
Deteksjon av feil er ikke det samme som å forebygge årsaken. Det er forskjellen på å slukke branner og å fjerne det som starter dem. Hvis du eliminerer årsaken, trenger du ikke detektere feilen.
RPN-modellen har en innebygd svakhet her: den vekter deteksjon like høyt som frekvens og alvorlighetsgrad. Det betyr at et godt kamerasystem kan «maskere» et reelt problem i analysen, og at handlingsplanen peker mot bedre deteksjon, ikke mot å fjerne det som skaper feilen.
Når detaljnivået drukner oversikten
En kunde i forsvarsindustrien, ny til FMEA, ville gjøre det grundig. Vi startet med en 140-siders prosedyre og gikk steg for steg gjennom hver aktivitet.
Det tok ikke lang tid før vi hadde mistet oversikten.
Jeg foreslo prosessvariabelkartlegging i stedet. Finn hovedaktivitetene. Definer hensikten med hver enkelt aktivitet. Bruk feilstatistikk til å prioritere hvor det er grunn til å grave dypere – og hopp over resten.
Det gjør noe viktig: resultatmålingene viser om hensikten er oppfylt, og variablene som påvirker resultatet blir naturlige kandidater til årsaksanalysen. Skillet mellom årsak og effekt kommer av seg selv.
Teamet var enig i tilnærmingen. Utfordringen var at de ikke hadde feilstatistikken tilgjengelig. Den måtte samles inn før vi kunne prioritere hvilke prosesssteg som faktisk fortjente oppmerksomhet.
Når forberedelsen er god – men møtet tar for lang tid
Gode forberedelser er avgjørende for å gjennomføre effektive FMEA møter. Hos en kunde jeg jobbet med var forberedelsene grundige:
Vi definert prosessene på forhånd. Vi var enige om skalaer for alvorlighetsgrad, frekvens og deteksjon. Leverandørene kom og demonstrerte maskiner og utstyr. Vi brukte videoer i sakte film slik at teamet konkret kunne forestille seg hva slags feil som var mulige.
Alt dette var bra. Men det første møtet tok likevel for lang tid. For mye tid på detaljer som ikke var der risikoen lå.
I møte nummer to forenklet vi. Det gikk raskere. Men vi risikerte å forenkle noe som faktisk hadde betydning.
Innsikten: start på overordnet nivå, bruk data til å sneve inn fokus der risikoen faktisk er. Ikke grav i detaljer overalt. Grav der det er grunn til det.
Når teamet mangler riktig perspektiv
En leverandør til luftfartsindustrien hadde et FMEA-team dominert av designere. Produksjon var ofte ikke til stede. Analysen pekte på feil i produksjon.
Ikke overraskende.
Da designerne besøkte kunden, oppdaget de at mange avvik ikke engang var rapportert. Kunden hadde funnet lokale løsninger og gadd ikke melde inn problemer de håndterte selv. En betydelig andel av det som ble rapportert, viste seg å ha årsaker i selve designet.
FMEA uten kundeperspektiv og uten tverrfaglig team gir et skjevt bilde. Det blir lett et blame game, produksjon peker på design, design peker på produksjon, og ingen ser det systemet de begge er en del av.
Kort oppsummert
Situasjon: Fire ulike industrier, samme grunnproblem. FMEA-analysen pekte mot deteksjon fremfor forebygging, teamet var skjevt sammensatt, og detaljnivået ble valgt for tidlig.
Innsikt: RPN-modellen belønner å oppdage feil like mye som å forebygge årsaken. Uten riktig prioritering brukes tiden på feil detaljer – og viktige funn forsvinner fordi tiden renner ut.
Læring: Alvorlighetsgrad og frekvens er tilstrekkelig grunnlag for prioritering. Deteksjon av årsak er ikke det samme som deteksjon av feil. Og uten produksjon, design og kunde i samme rom får du et skjevt bilde av hvor risikoen faktisk ligger.
Praktiske tips: Start med prosesskart og funksjon. Bruk kapabilitet og alvorlighetsgrad til å prioritere. Grav i variablene som påvirker de prioriterte prosessstegene. Iverksett forebyggende tiltak – ikke deteksjonstiltak.
Hva AIAG-VDA endret – og hva som fortsatt mangler
AIAG-VDA-standarden fra 2019 ble utviklet for å harmonisere to ulike tradisjoner, den amerikanske (AIAG) og den tyske (VDA). Primært for bilindustrien, men strukturen passer godt for kompleks industri generelt.
Standarden definerer syv steg: Planning & Preparation, Structure Analysis, Function Analysis, Failure Analysis, Risk Analysis, Optimization og Results Documentation.
Det funksjonsorienterte utgangspunktet er det viktigste: hva skal denne aktiviteten oppnå? Hvis den ikke oppnår det, hva skjer da? Dette samsvarer direkte med prosessvariabelkartlegging, og det er en bedre inngang til FMEA enn å starte med en liste over ting som kan gå galt.
AIAG-VDA erstattet RPN med «Action Priority» (H/M/L) basert på tabeller. Det er et steg i riktig retning, men ikke hele veien. Etter min vurdering burde alvorlighetsgrad og frekvens være tilstrekkelig grunnlag for prioritering. Og action bør rettes mot å jobbe forebyggende, oppdage årsaken tidlig, ikke mot å fange feilen i enden og kaste produktet i vrakbøtta.
En prosess med god forebygging (lav frekvens) og en prosess med god deteksjon får samme uttelling i RPN-beregningen. Det betyr at å investere i bedre deteksjon belønnes like mye som å eliminere årsaken. Risikoen for at en feil når kunden er alltid større når feilen faktisk har oppstått.
FMEA skiller heller ikke tydelig mellom deteksjon av årsak og deteksjon av feil. Det er en vesentlig forskjell. Oppdager du årsaken før den gir feil, kan du stoppe den. Oppdager du feilen etter at den har oppstått, er vrakkostnaden allerede der.
FMEA og statistisk prosesskontroll
FMEA lister årsaker isolert og vurderer frekvens for én årsak om gangen. Men mange feil er ikke resultatet av én enkelt årsak. De er summen av mange ting som gir for høy systemvariasjon.
Maskinen er kanskje designet for mer variasjon enn kundekravene tillater. Prosedyren gir for store toleranser. Innstillingene må være 0,30–0,35, ikke 0,25–0,40. Dette fanges ikke opp i en FMEA-analyse alene – det krever SPC og kapabilitetsvurdering.
SPC, Statistisk Prosesskontroll, skiller mellom to typer variasjon: systemvariasjon, den normale variasjonen som alltid er til stede i en prosess, og spesielle årsaker, unormale hendelser der sannsynligheten er lav og noe spesifikt har skjedd. For spesielle årsaker er rotårsaksanalyse enklere, fordi du kan peke på en konkret hendelse. Systemvariasjon krever en annen tilnærming.
Med SPC kan du beregne kapabilitet, og kapabilitet er det samme som risikoen for feil. En prosess med lav kapabilitet leverer hyppig utenfor toleransen. Høy kapabilitet betyr at prosessen konsekvent er innenfor. Sannsynligheten for feil = kapabilitet = frekvens i FMEA-sammenheng.
Det betyr at du kan bruke prosessvariabelkartlegging og kapabilitetsdata til å prioritere hvilke prosesssteg som trenger oppmerksomhet i FMEA. Prioriter prosesssteg med høy frekvens og høy alvorlighetsgrad. Gå i dybden der for å forstå hva som gir systemvariasjon. Variabler som bidrar til variasjon i resultatet, er kandidater til FMEA-analysen.
Et viktig tilleggsspørsmål for hver variabel: er den kontrollert, eller varierer den tilfeldig (støy)? Nøkkelen til robuste prosesser er at de viktigste variablene er under kontroll. Varierer en kritisk variabel tilfeldig, eller du tillater for stor variasjon, gir det hyppige feil, selv om alt annet er riktig.
Å koble FMEA og SPC i samme risikovurderingsprosess er ikke vanlig praksis i dag. Det burde det vært.
Kjenner du igjen dette?
- FMEA-analysen er grundig, men handlingsplanen handler mest om bedre deteksjon, sjelden om å fjerne årsaken.
- Møtene tar for lang tid, og det er uklart hva dere faktisk avklarte.
- Produksjon er sjelden representert når design og prosess diskuteres.
- Dere vet at kunden håndterer avvik lokalt uten å rapportere dem inn.
- RPN-tabellen er stor. Prioriteringen er uklar.
Hvis du kjenner igjen mer enn to av disse, er det sannsynligvis ikke FMEA-malen som er problemet.
Det er tilnærmingen.
Hva du kan gjøre annerledes
Steg 1: Start med prosesskart og funksjon
Definer hovedaktivitetene i prosessen og hensikten med hver enkelt. Hva skal dette prosesssteget oppnå? Det gir bedre oversikt enn å starte med en liste over ting som kan gå galt.
Steg 2: Bruk SPC på resultatmålingene og bestem kapabilitet
Kapabilitet er det samme som sannsynligheten for feil, og frekvens i FMEA-sammenheng. En prosess med lav kapabilitet leverer hyppig utenfor toleransen. Det er her risikoen faktisk er.
Steg 3: Sett sammen riktig team – og inviter kunden
Inkluder produksjon, design og kunde (eller kunde-representant) i FMEA-arbeidet. Avvik som ikke rapporteres er fortsatt avvik – og årsaker som ikke sees av alle i rommet, blir ikke funnet.
Steg 4: Prioriter basert på kapabilitet og alvorlighetsgrad
Disse to faktorene er tilstrekkelig grunnlag for å prioritere hvilke prosesssteg som trenger oppmerksomhet. Grav i detaljer der – og hopp over resten.
Steg 5: Kartlegg variablene som påvirker de prioriterte prosessstegene
Variablene som påvirker resultatet er kandidatene til årsaksanalysen. Et nøkkelspørsmål for hver variabel: er den under kontroll, eller varierer den tilfeldig? Viktige variabler som varierer ukontrollert gir hyppige feil, uavhengig av hva resten av prosessen gjør.
Steg 6: Iverksett forebyggende tiltak
Målet er kontroll og akseptabel variasjon i de viktigste variablene. Ikke bedre deteksjon av feil som allerede har oppstått. Eliminerer du årsaken, trenger du ikke detektere feilen.
Steg 7: FMEA er ikke en engangsjobb.
Funn fra rotårsaksanalyser bør løpende inkluderes i FMEA-dokumentet. Behandlet som et levende dokument blir FMEA et verktøy for kontinuerlig forbedring – ikke en rapport som arkiveres etter prosjektet.
Ofte stilte spørsmål
Hva er forskjellen på Design FMEA og Prosess FMEA?
Design FMEA (DFMEA) ser på potensielle feil i produktdesignet, før produksjon starter. Prosess FMEA (PFMEA) ser på feil som kan oppstå i produksjonsprosessen. Begge bruker samme grunnstruktur, men feilmodusene og tiltakene er ulike. I praksis er de tettere knyttet enn mange tror: årsaker som tilskrives produksjon viser seg ofte å ligge i designet.
Hva er RPN, og hva er problemet med det?
RPN er Risiko Prioritets Nummer, beregnet som alvorlighetsgrad × frekvens × deteksjon. Problemet er at deteksjon vektes like høyt som frekvens og alvorlighetsgrad. En prosess med hyppige, alvorlige feil kan få lavere RPN enn en prosess med sjeldnere, mindre alvorlige feil, bare fordi deteksjonssystemet er godt. Det betyr at handlingsplanen peker mot bedre deteksjon, ikke mot å fjerne årsaken. AIAG-VDA-standarden fra 2019 erstattet RPN med Action Priority (H/M/L), men etter min vurdering burde alvorlighetsgrad og frekvens alene være nok til å prioritere.
Hva er AIAG-VDA FMEA?
AIAG-VDA FMEA er en oppdatert standard fra 2019 som harmoniserer den amerikanske og tyske tilnærmingen til FMEA. Den innfører en funksjonsorientert 7-stegsmodell og erstatter RPN med Action Priority. Standarden er utviklet for bilindustrien, men strukturen er relevant for kompleks industri generelt.
To bidrag skiller seg ut. Det første er det funksjonsorienterte utgangspunktet: hva skal prosesssteget oppnå? Det gir en bedre inngang til analysen enn å starte med en liste over ting som kan gå galt, og gjør det lettere å forstå komplekse sammenhenger mellom system, delsystem og komponent.
Det andre er et sterkere fokus på forebyggende kontroller fremfor deteksjonskontroller. Action Priority vekter alvorlighetsgrad og frekvens tyngre enn deteksjon – det er en reell forbedring fra RPN.
Hvordan kobler jeg FMEA til statistisk prosesskontroll?
Sannsynligheten for feil er det samme som kapabilitet. En prosess med lav kapabilitet leverer hyppig utenfor toleransen – det er høy frekvens i FMEA-termer. Bruk kapabilitetsdata til å prioritere hvilke prosesssteg som trenger oppmerksomhet, og gå i dybden der for å forstå hva som gir variasjon. Variabler som bidrar til variasjon inkluderes i FMEA. Et nøkkelspørsmål for hver variabel: er den under kontroll, eller varierer den tilfeldig? Viktige variabler som varierer ukontrollert gir hyppige feil, uavhengig av hva resten av prosessen gjør.
Hvor detaljert bør en FMEA-analyse være?
Detaljert nok til å ta de riktige beslutningene, ikke mer. En vanlig feil er å starte for detaljert og miste oversikten. Start på overordnet nivå, identifiser de viktigste aktivitetene og hensikten med dem, bruk feilstatistikk og kapabilitetsdata til å identifisere hvor det er grunn til å gå dypere.
Hva er forskjellen på FMEA, FMECA og HAZOP?
Alle tre er metoder for å analysere og redusere risiko, og de overlapper i stor grad. FMEA (Failure Mode and Effects Analysis) er den mest brukte og er utgangspunktet for de to andre. FMECA legger til en kritikalitetsvurdering, dvs. en vekting av hvor kritisk hver feilmodus er. HAZOP (HAZard and OPerability study) brukes primært for prosessanlegg og rørsystemer, og er spesielt utbredt i olje- og gassindustrien. I praksis bruker vi FMEA som fellesbetegnelse for alle tre.
Vil du diskutere risikovurdering i din prosess?
Disse casene er fra egne prosjekter, i legemiddel, forsvar, næringsmiddel og medisinteknisk industri. Hvert prosjekt er ulikt, men mønstrene er ofte de samme.
Hvis du vil se på hvordan FMEA, prosessvariabelkartlegging og statistisk prosesskontroll kan brukes i din situasjon, kan vi ta en uforpliktende samtale:
Hvis du vil lære mer om temaene i dette innlegget:
• FMEA som tjeneste – slik jobber Lean Tech med risikovurdering i kompleks industri
• Problemet var ikke prosessen – om målesystemer og variasjon du ikke kan stole på
• Forstå forskjellen på systemvariasjon og spesielle årsaker med statistisk prosesskontroll
• Slik finner du rotårsaker i stedet for å behandle symptomer
Oppdrag
Kontakt
Lean Tech AS | Kristoffer Robins vei 13
0047 481 23 070
Oslo, Norway
Lean
L - Løsningsorientert
E - Engasjert
A - Analytisk
N - Nysgjerrig