")


I was very impressed with Sissel's Lean Six Sigma knowledge. She makes it easy to identify improvements and create results.

Daryl Powell
Research Manager, Sintef Manufacturing
Have you experienced operators adjusting a machine in despair because the machine produced rejects?
No matter how much they adjusted, the machine still produced rejects.
The adjustments did not help, in fact it resulted in more rejects.
What was causing the rejects?
The machine was not robust enough to deliver the desired result.
How about your processes? Are they robust?
How do you measure robustness? What do you do to improve your processes?
A robust process produces the desired result every time. A desired result is what the customer wants. And the customer requirements decide the specification limits.
I have experienced confusion about control limits. Some sets control limits based on when they will react and make adjustments to their process. Other calculates the control limits based on the normal variation of the process. I favor the last approach, which is how Six Sigma methodology calculate the control limits. Control limits then represents 99.7% of the data.
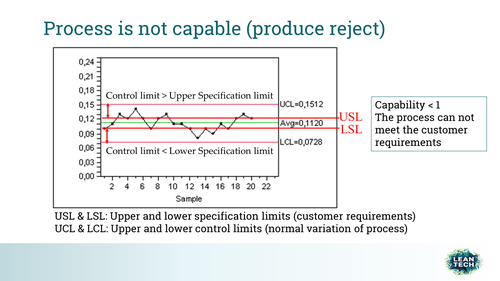
Robustness of a process can be decided by calculating capability. Capability is the ratio between the specification limits and the control limits.
If the capability is 1, it means that the specification limits are equal to the control limits. If the capability is greater than 1, the specification limits are wider than the control limits. The greater capability, the more robust process.
If the capability is less than 1, it is not robust: The process fails to deliver what the customer wants (specification limits). Specification limits are narrower than the control limits. See example in the picture.
Do you need to calculate capability?
It is important to understand why a process is not delivering the desired outcome: Is it due to a special cause? Or due to normal variation?
Do your process have a problem with accuracy or precision? See picture.
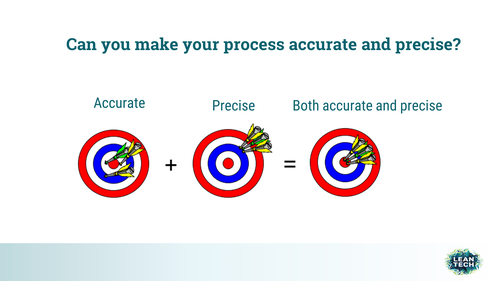
It does not help to adjust a machine producing rejects, when the cause is poor precision. The normal variation is too large, for the process to produce the desired outcome.
The control limits are greater than the specification limits.
How much variation is dependent on how the machine is constructed. You might not be able to do anything about it.
Perhaps the solution is to accept the fact that the machine produces a certain amount of reject, including scrap costs in the cost calculation of the product. Resulting in more accurate calculation of product margins.
Alternatively, the machine can be replaced with a more precise machine, if this can be justified economically. Or maybe you can do other process changes resulting in a more robust process.
Sometimes I have experienced that specification limits are set stricter than necessary. Either by the customer or by the manufacturing company itself.
If the manufacturing company does not perform the same quality control as the customer, it can be difficult to set the specification limits of the control. It may not be given how their control correlates with the customer's control.
In such cases, specification limits might be based on what the process can deliver. Challenges arises when machines start to wear, and normal variation increases. The product might still be okay for the customer, but the requirements based on a new machine, can’t be achieved every time.
The process is not as robust as it was! Capability is reduced. Increasing the specification limits (if possible) will make the process more robust.
Here is a quest: How much reject can you expect when your process has a capability of 1?
I was very impressed with Sissel's Lean Six Sigma knowledge. She makes it easy to identify improvements and create results.
Very nice and professional service. Delivered a good job within deadlines.
Sissel's commitment and expertise is impressive. Her contribution to our monitoring program has been precise and targeted, as well as very educational.
We are very happy with the work carried out; with your background and expertise, the outcome was what we were looking for.
Sissel is a competent and committed employee. She has been an important contributor to ensure progress. At the same time, she is accurate and deliveres good quality work.
Lean Tech delivered monitoring program for air emission. The assignment was delivered with the correct content at the right time. Recommended.
Very engaged and focused throughout the course. Sticking to the agenda. Nice and pleasant.
Very good at keeping the right atmosphere, and at driving the participation from all the attendees.
Supply Chain & Automation Manager
"You are inspiring, positive and professionally skilled" "Made a difference, engaged and skilled"
"Inspiring, motivating and patient. Managed to adjust the subject to our level."
"Very knowledgeable. Good answers to all input."
"Excellent! Very clever and engaging"
"Great and fun with the Lego competition."
"Very good! Lots of knowledge and good at communicating."
"Good mix of theory and practice. Fun to try out what you've learned."
Very useful with practical implementation and approach, and that we could relate / transfer to our own workplace.
Inspiring, professionally competent, popularize a theoretical discipline.
Clear and well presented. Good at asking questions and listen (check understanding).
Academic highly skilled and clear performance. Fun and builds trust.
Lean Tech AS | Kristoffer Robins vei 13
0047 481 23 070
Oslo, Norway
L - Look for solutions
E – Enthusiastic
A – Analytical
N - Never give up














